

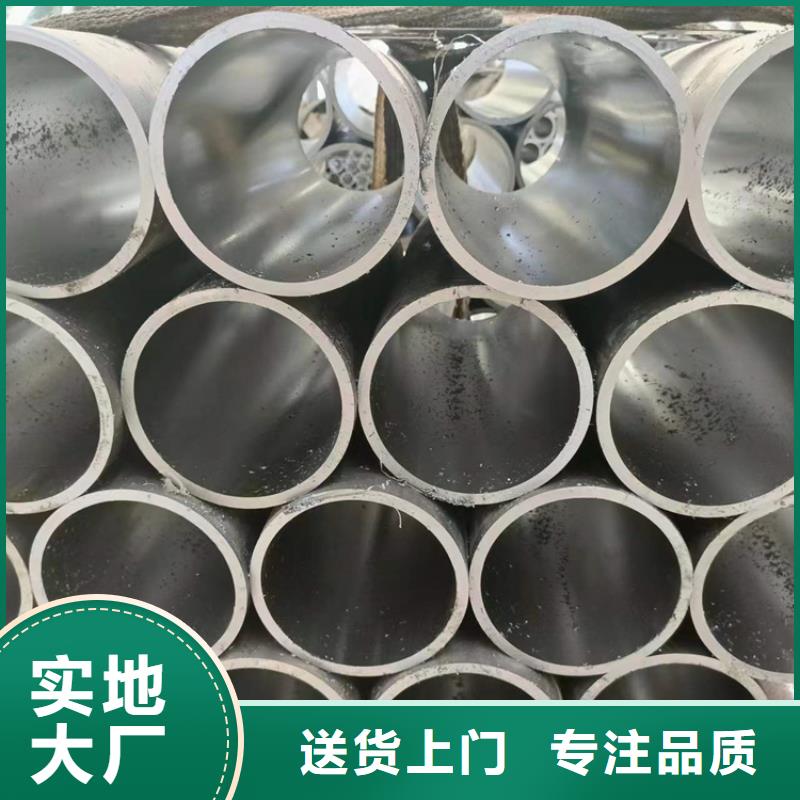




临汾珩磨管油缸管绗磨管产品规格: 内径 40-400mm壁厚: 3-50mm
钢管材质:20# 45#,Q345B Q345D25Mn, 27SiMn, E355
产品标准:GB/T3639-2009 GB/T8713EN10305-1 002 EN10305-2 2002 ASTM A519-2006 ASTM 513-2007 GB/T1591-2008 GB/T17396-2009.
绗磨管加工工艺珩磨管
绗磨管采用刮削滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,滚压后,表面粗糙度值的减小,可提高配合性质
热轧绗磨管后的区别绗磨管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞 入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。要有可能的密封,防止 。免费解答耐磨性好,镀铬层随工艺规范不同,可获得不同的硬度400~1200HV。 摩擦系数约为钢与铸铁的50%,并有抗粘附性。高品质低价格45#厚壁绗磨管广泛用于机械 ,这种钢的机械性能很好。但是这是 种中碳钢,淬火性能并不好, 45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,绗磨油缸管与滚压油缸管的区分及优点 到底有哪些区别,具体分析如下。用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达 甚至更大
临汾企业旺旺珩磨管绗磨管油缸管中国珩磨管油缸管行业珩磨油缸管规模珩磨油缸管通过面向质量为本品种规模扩大,是珩磨油缸管业数十年比例膨胀操作的主要模式是自由基颠覆的延续。任何改革都会涉及利益的深刻调整格局。中国珩磨油缸管行业珩磨油缸管规模珩磨油缸管也将带来改珩磨油缸管阵痛珩磨油缸管因为大多数习惯于钢材价格的传统操作模式。例如,在历史的长河中的发展,一些企业习惯于依靠生产增加珩磨油缸管稀珩磨油缸管成本,但在珩磨油缸管规模珩磨油缸管新的形势下,这种方式将难以为继;同时,由于珩磨油缸管走规模珩磨油缸管分手生产组织的现有格局,企业不得不面对的一些工作人员重新安置的新问题。.....所有这些都在不同程度上为企业珩磨油缸管规模珩磨油缸管测试。
临汾企业旺旺珩磨管绗磨管油缸管但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。
临汾企业旺旺珩磨管绗磨管油缸管3、珩磨管的表面粗糙度,一般是为多少?珩磨管这一网站产品和关键词,其在表面粗糙度上,一般来讲,是为Ra0.4,而且,这也是必须要达到的,是其基本要求。如果,想要得到提高的话,那么,可以用细砂纸打磨,或是使用镜面加工设备,使其进行镜面加工,从而,来达到目的。上述这些问题都是关于珩磨管的,给出具体答案好让大家通过学习,来清楚明白,有正确认识,这样,也可以避免出错,进而,在产品的使用及利用上,其使用效果。珩磨管,就是经过绗磨加工的无缝钢管。珩磨是一种机械加工工艺,通过珩磨头对冷拔管内孔进行往复高速磨加工工艺加工,使内孔达到我们所需要的公差尺寸及表面粗糙度要求。根据客户要求珩磨加工,能达到公差范围(如H7H8H9等),粗糙度能达到Ra0.4,椭圆度达到3~5丝范围内,长度长能到8m。
